| テーマC-02 | 「タグチメソッド」 ~『田口玄一』と、その弟子『上杉伸二』物語~ |
関連データベースへアクセス |
| 著者: NPOインテリジェンス研究所 理事 河野 通之 | 私のプロファイル |
| インタビューによる情報提供: | 元富士写真フィルム(株) 上杉伸二氏 |
前篇「セルロースのガンバリ」のなかで触れたが、「TACフィルム」の開発経緯を知りたくて、大学の研究室の後輩の紹介で
やっとご本人「上杉伸二」 氏に会うことが出来た。この出会いは意外な方向に話が変わり、私はその虜になった。
この出会いが私にとっての「合流点」であり、長く求めていた「温故知新」の第一号に発展していった。
以下、この話の記述は上杉さんとのメールインタビュー的(Q&A)な進め方にしたい。詳細な内容は正直言って私には理解
できないところが多く、上杉氏に語っていただくことにした。
1.タグチメソッドに関係するプランゲ記事「ペニシリン生産」(プランゲ記事参照)を提供したところ(Q1)、
上杉氏からの回答(A1)
「(森永薬品(株)研究室・若木重敏,山口義信 「ペニシリン生産培地に関する研究 第4報」(20140418上杉伸二)」をいただいた。
今年2014/1/19蔵前工業会神奈川新年会で、上杉が「NPOインテリジェンス研究所」河野通之氏(S42年応用物理卒)と会話した時、
「占領期の膨大な検閲資料(通称プランゲ文庫)のデータベースを運営しているが、諜報活動より技術インテリジェンス的な
使い方が面白い」と言って、冨士フイルムが、映画用フィルムが燃えて火災を起こす対策にTACフィルムを開発し、それが
結果的に写真フィルムの没落を救った物語に興味を示されたので、「それもあるが、タグチメソッドがもっと素晴らしい」 と話し、
その後も連絡をとっている内、河野氏が3/3に国会図書館で色々調べて、ペニシリン研究の文献を探し出してコピーして呉れました。
引き続き、3/10に、増山元三郎著「推計学の話」(朝日新聞社、1949) 第6章 実験計画法の1例-ペニシリン生産培地の研究-
(pp.165-191) 他のコピーも頂き、上杉が上記論文を補って以下を纏めたものです。
2.以下のQ2を送る。
-----Original Message-----
From: 白楽ティーハウス [tea-hakuraku@beach.ocn.ne.jp] 14/10/10(金) 10:56 上杉さん ご無沙汰しています。お元気のことと
思います。NPOのHPのテクノインテリジェンスのコーナーに今 5項掲載しています。時間がありましたら覗いてみて下さい。
http://www.npointelligence.com/ 可能ならば、ペニシリンの件は最後の10篇に書きたいと思っています。 NPOの今期の総会
が 来年3月にありますので10篇を一応完成出来ればと思い、可能ならば来年の1月末当りに解析結果を頂ければ有難いです。
既に頂いているご意見でも十分書けますが、ペニシリンの実験並びに考察に対して、先生の改良を加えられたタグチメソッドでは、
同じ成果を得るのには2分の1の実験で可能であるとか、バーチャルのシミュレーションのレターを頂ければいいなと思っています。
「過去に学び・伝える」に「温故知新」の解釈を加えられればと思っています。自動車の編の所にもありますがドアーの内装用材料
に対応するために気が遠くなるほどの実験をしました。このようなことは今後も発生すると思え、次の人たちにも一つの例で伝え
たいのです。無理を言いますがお願いします。河野通之
上杉氏からA2
2015/12/19静岡品質工学研究会で中間報告 が返ってくる。
1) 森永薬品の論文は、「2水準7因子の全組合せ27=128回の実験」データを「増山」により「7因子交互作用」まで全て分散分析表
に示してあるが、
2) 今回初めに、「田口」の実験計画法に従い、標示因子B(菌種・培地種)、誤差因子D(実験日)の「分割法」の実験として分散分析表
を書き直し考察した。ただし、効果を平均して解析したもので、肝心のばらつきについては無視しており、又、小量実験の結果が大量
で再現するかどうかは疑問があるわけです。そこでこれから、次のタグチメソッドのSN比の解析に進みたいと思います。先ず、
3) 27=128回の全実験を、「内側25=32×外側4 (=22 = 2(B)×2(D))」と見做して、外側データの望目SN比ηと、
感度Sを算出し、このη,SB1,SB2について、夫々25=「L32」の解析を行う。 次に、
4) 内側直交表として「L12」の実験Noに対応する、25=32の中の実験Noを選び出して、パラメータ設計のデータ解析を行い、最適条件
を推定し、実データで検証する。これで、同じ結論が得られれば、実験数が(12×4)/(32×4)= 37.5%で済むことになり、河野氏の期待
に答えることが可能でないかと思っています。 更に、
5) 標示因子B (菌・培地種)を、(外側でなく)、内側L12の中に取り込めば上記(12×4)の1/2 (12×2)、元の(12×2)/ (32×4)= 18.75%の
実験数で済み、解析も(望目η・Sでなく)、望小SN比η=-10log (yD12 +yD22 )/2 とすれば解析時間も半減
するので検証してみたい。
3.さらにA3(2015/1/15追記)
§3. タグチメソッドでの解析と、考察まとめ(すべての詳細の計算などやっていただいたが、ここでは省略する)
詳細は論文にまとめて、品質工学発表大会に出したいとコメントいただいた。
・以上をまとめると、(1948年当時の) 森永薬品ペニシリン27=128回の全実験データの「増山による分散分析表」を、
「田口の分割法の分散分析表」として見直し、
その後先ず「タグチメソッド」による「L32(25)×4の望目SN比η,感度SB1,SB2 (db)の解析」と、
次に、実験数48回(元の37.5%)としたL12 (2 5)×4の望目η,SB1,SB2 (db)の解析」、
更に、実験数24回(元の18.75%)とした「L12 (2 6)×2の望目η・S解析」の何れも、同等の最適化の結論を得ることが
できることを示した。
最後に、1個の評価特性の望小SN比でη・Sを総合した最適条件の結論が得られた。 (勿論、今実験するなら実験の計画から全面
見直す必要があり、ここでは解析法のみについての話であることに注意する)。
その経過と結論を再録すると、以下の通り。
1). 27=128回 の要因実験データ(1948)の「増山による分散分析表」より、y平均で、現行条件P1A1N1K1S1が最適。
2). 〃 27=128回のデータを今回見直し「田口の分割法の分散分析表」より、y平均で、新たに条件P2A2N2K2S1が最適。
3). 〃 27=128回のデータを「タグチメソッド」(1.SN比η・感度Sの活用) による「L32 (25)×4の望目η,SB1,
SB2 (db)の解析」より、yばらつき(SN比η、ロバスト性評価)で、P1A1N1K2S2 、y平均(感度S)で、P2A2N2K1S2
が最適。
4). 「タグチメソッド」(1. SN比η・感度S+2.直交表L12の活用による、効率化と下流再現性の評価) より、 実験数 48回 (元の37.5%)
とした「L12 (2 5)×4望目η,SB1,SB2 (db)の解析」で、最適条件は、前項と一致。
5-1). 実験数 24回 (元の18.75%) とした「L12 (2 6)×2の望目η・S解析」で、最適条件は、前項と一致。
5-2). 実験数 24回 (元の18.75%) とした「L12 (2 6)×2の望小η解析」で、 最適条件は、η・S総合して P1A2N2K1S2 。
長年の間に発展した解析方法で以前行った実験を見直した結果、少量(20%以下の)の実験で最適化が可能であることを検討
いただいた。驚きだ。まさに「温故知新」だし、発展したタグチメソッドの証明だ。
さらに以下の貴重なるコメントをいただいた。
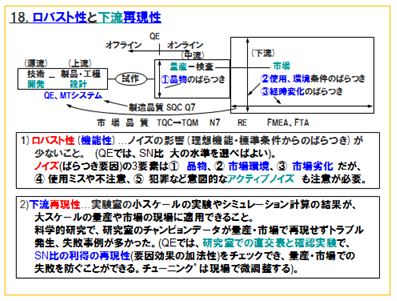
①・「タグチメソッド」は、小量実験で、量産・市場での最適条件を探求する際、「下流再現性」と、市場の誤差因子に対する「ロバスト性」
を、直交表とSN比で、効率的に評価する方法であり、先進企業の技術者には周知で日夜、鎬が削られているが、一般には余り知ら
れていないノウハウだ。
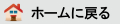
・今年2015年は戦後70年となるが、戦後の日本の復興と、「タグチメソッド」の発展史を、下図に示す。
「戦後、米国の圧倒的な力に対しどう戦うかが日本の技術者の課題だったとき、1957年 電電公社電通研の田口玄一らが クロス
バー交換機のリレーの寿命10億回を達成、初めて米国に勝ち、ベル研は研究中止して全量日本より輸入した。富士フイルムは
その前1956年に、品質管理の第6回デミング賞実施賞に立候補したが、その審査委員として田口が来場され、以降ずっと指導を受け、
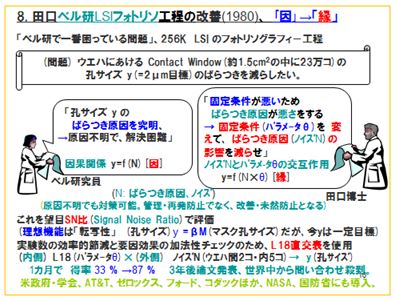
その間「実験計画法」から「オンライン・オフライン品質工学」として発展してきた。1980年8月ベル研で困っていたLSI穴あけ工程の
ばらつき問題を田口が指導して1カ月経たない間に得率33%から87%に向上し、ベル研は大変驚きその事実は機密とされたが、3年後
世界に紹介され「タグチメソッド」と名付けられた。米国主要企業に導入され、自動車業界も田口の指導を受けお蔭で日本に追い付い
たとして1997年田口を「米国自動車殿堂」に 顕彰した(日本人で3人目)。田口は2012年6月2日88才で逝去されたが、品質工学会が
継承普及を図っている。」
② タグチメソッドと佛教哲学
『・上杉の私見では、田口のベル研LSI穴あけ実験(1980.8)のばらつき対策の基本原理は、釋尊佛教哲学でもある「因縁果の法則」だ
と考える。ばらつきの原因(ノイズN)との直接的因果関係y=f(N)「因」の研究は、原因が不明では解決困難だ →ノイズNとパラメータθ
の交互作用y= f(N×θ)「縁」の研究へ転換して、問題を解決する。(パラメータθ(内側の制御因子)の固定条件を変えて、ノイズN
(外側の誤差因子)の影響を減らす)。 このため原因不明でも対策可能だ。すなわち、「因」(直接原因)のみによる管理・再発防止 →
「因と縁」(直接原因だけでなく間接原因)による改善・未然防止だ。タグチメソッドの「パラメータ設計は、原「因」究明による 問題の
解決をしないが、ノイズとパラメータの交互作用 「縁」によって問題解決する」。種がなければ芽は出ないが、種があっても水がなけ
れば芽は出ない。開発時のまだトラブルが起きない時、トラブルとノイズの因果関係の研究は困難だ。トラブルの種・原因となるノイズ
があっても、その影響を受けないよう、トラブルとノイズの因果を無くす、最適なパラメータの水準組合せ「縁」を工夫して創るのが、
「タグチメソッド」だ。上杉伸二の法名「釋縁海」の「縁」はタグチメソッド、「海」は海軍兵学校最後の第78期生徒を意味して戴いたもの
で、今後とも一層精進してタグチメソッドを若い人に引継ぎ、社会生産性の向上に寄与していくのを念願しています。』との内容を
頂いた。
③上杉伸二氏の経歴
以下の最新の上杉氏からのレポートを見ると、上杉氏はあまり表に出ようとはされない。だが、上杉氏の富士フイルムでの田口氏
との関わりなどから、経歴をかいま見ることができるし、上杉氏の人柄もよく分かる。
「富士フイルムと田口と私」 上杉伸二・法名:釋縁海 (技術士、富士技術経営研究所) 2015/2/28
・上杉は1952(講和条約発効)年、東工大から富士写真フイルム㈱足柄に入社。丁度日本の高度成長期で、在足柄24年間に、各種
写真フィルム・ペーパー生産8プラントを建設稼動した。
・1955年、黒白映画・レントゲンフィルム工場F3 (長大さをマスコミは戦艦大和と呼んだ) が稼動して、次のカラーフィルムテストプラント
の解析に従事中、1956年QC-デミング賞実施賞の審査委員として来場された田口玄一先生にお目に掛り、以降50年ご指導頂いた。
この間、田口「実験計画法」は「品質工学・タグチメソッド」に発展した。
・戦後、富士フイルム(FF)が強大な米イーストマンコダック(EK)と如何に戦うか(下手をすると潰されかねない)を懸命に模索していた時、
NTT(日本電信電話公社)はクロスバー交換機長寿命リレー開発で米ベル研究所に競り勝ち、米国は開発を断念し全量日本から輸入
した。富士幹部はこの情報を察知し田口に指導をお願いした。
・写真は、ユーザーがフィルムを品質不明のまま購入しカメラ内保存、撮影しラボでプリントして仕上がる。EKプリントはFFと比べ
高品質もあるがばらつきが大きく低品質も散見されるのに対し、FFはそれなりの品質でもばらつきが少なく常に均一であると信頼して
使って貰えるので、生産・現像設備の自動化やSQCによる品質の安定化を進めていたが、技術の一層の改善に田口の方法が有効
と考えた訳だ。
・田口の指導で、上杉らは外型カラ-フィルム処理条件の最適化、研究から製品化へのスケ-ルアップなど検討した。
・1963年、田口の提案により、部門収支制度が足柄工場に導入された。
・1964年、製造現場SQCで「調節すれば直ぐ直るのに、再発防止と言われて困る」の声に、田口は場内講演で「管理と調節と検査は
何れもウイ-ナ-のサイバネティクスのやり方で、再発防止は技術スタッフの仕事、調節がラインの本業だ」と喝破された。
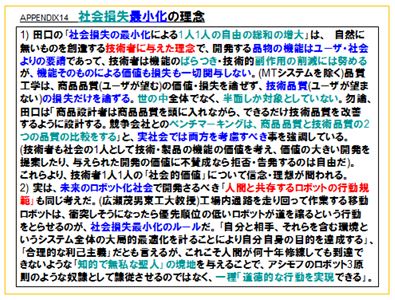
・1967年、社内外の「QCは不良を許すので拙い。ZD(ゼロデフィクト)が良い」との声に、出荷後の規格中心からの品質ばらつきを金額
で評価する、田口の損失関数L=kσ2 (円/個)を発想された。1972年富士ゼロックスに移られたが、1995年以降再度指導された。
・上杉は1975年(国内最後の)カラーフィルム工場F7 (長大な戦艦大和から20年間の技術進歩でコンパクト効率的なイージス艦の感じ)
(初めてコダックに先駆けたFⅡ400を生産) 建設後東京へ異動、その後も各所に異動しタグチを活用した。田口「生産計画のシステム
設計」で感圧紙の在庫を削減し大きなコストダウン成果を挙げ、「品質工学のSN比によるCCDビデオカメラの色補正マトリックスの
係数最適化」も発表した。
・1980年4月QCRG「中国訪問技術交流考察団」(田口団長,馬場幾郎副団長,茅野健顧問ら15名)に参加した。 1990年以降、田口の
紹介で、台湾・韓国・日本の企業をコンサルティングし、新潟大学他でも5年講義した。
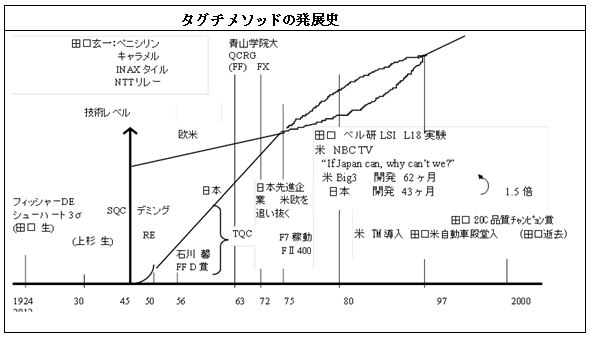
・田口も上杉も、越後(新潟県)に生れ、海軍に在籍した。(上杉は海軍兵学校(最後の)78期生徒)。
・1980年8月、田口の、ベル研でのウエハ穴ばらつきの改善成功が、3年間の機密が解かれて1982年発表され、世界を驚かしたが、
西欧科学の直接原因追求でなく、仏経哲学の因縁の法で、間接原因の「縁」(交互作用)を活用する。日本「海」軍は米レーダーに
完敗したが、田口の技術開発の新レーダーSN比で、戦後の一時期(1975-1997)、米欧を凌駕した。2003年、上杉は、浄土真宗
東本願寺から、法名「釋縁海」を戴いた。余生を、日本の技術立国を支える、タグチメソッドの伝道に捧げたい。
まとめ
このタグチメソッドの応用事例は、「富士フイルム」の場合も当てはまるだろう。企業にとってのマル秘事項だ。これらの重要な資料は、
ノウハウだからか、なかなか表に出てこなかった。しかし最近、かなり学会での発表などが行われ、分かりやすくなっているし、普及
してきた証拠と言える。『上杉氏が就職された時、職場の仲間たちがいわゆる「PBレポート」を、穴が開くほど読んでいた』と聞かされ
た。セルロイドハウスの岩井館長の話と同じなので驚いた。このことは後で研究してみたく、ここに記しておきたい。
タグチメソッドはますます実用化されてきていて、分かりやすい所では、
①イプシロンロケットに採用されたMTシステム(人工知能)
②世界に納入され稼働中のガスタービン監視システムなどにも応用されている。
いづれにしても「タグチメソッド」は世界に誇れる日本発の技術である。特筆すべきはやはり米国主要企業に導入され、米自動車業界
も田口の指導を受けたお蔭で日本に追い付いた、として1997年、田口玄一博士を「米国自動車殿堂」に顕彰した。本田宗一郎氏、
豊田英二氏についで日本人の三人目であった。そして田口玄一氏から50年の長きに亘り指導を得た上杉伸二氏は、『余生を、
日本の技術立国を支えるタグチメソッドの伝道に捧げたい』と言われ、今も品質工学・タグチメソッドの指導を続けられている。
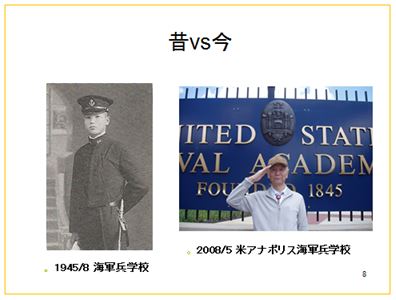
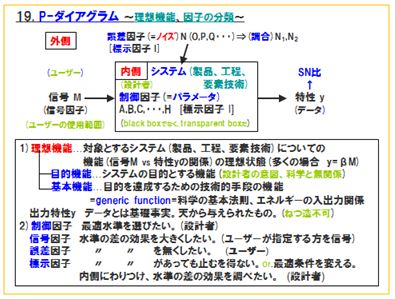
⑤. 追加資料田口メソッドの考えを整理してみると
参考文献・引用文献
①http://tosyokan.city.mishima.shizuoka.jp/referencedetail?5&num=1943115
『森永製菓一〇〇年史』p9年表に「昭和19年11.21 三島工場(食品工場でペニシリン生産研究開始(12.10液体抽出に成功、わが国
初の大量生産によるペニシリン「碧素1号」完成)」
「昭和20年10.1ペニシリン製造を薬品会社大場工場に移管」、p130に見開き解説あり。また、『碧素・日本ペニシリン物語』p134にも、
三島の森永で、日本で初めてペニシリンを製造するに至った経緯が書かれている。<資料最終確認日2012年1月27日>
②長谷川良子「タグチメソッドで環境問題を解く」日科技連出版社2013 1128
③立林和夫「入門タグチメソッド」日科技連出版社20040427
④上杉伸二:品質工学タグチメソッドの今日的価値,蔵前技術士会98回例会・講演会(2005.8.1)
⑤上杉伸二:科学と技術について,蔵前技術士会25周年誌.pdf (2014.2.20)
⑥上杉伸二:タグチメソッドと海軍,HEARTの会会報, No.35(2003.10)~40(2005.1)
⑦上杉伸二:私説「歎異抄」とタグチメソッド, HEARTの会会報,No.44(2006.1)~47(2006.10)
⑧上杉伸二:「フィッシャー」から「タグチメソッド」へ、植物工場に適用の勧め,HEARTの会会報,No.73 (2013.4)
⑨上杉伸二:タグチメソッドと私,品質工学(学会誌),9,4,(2001),pp.20-26
⑩上杉伸二:論説感想(品質工学とパラダイムシフトとの対応),品質工学,14,5,(2006),pp.124-128
⑪上杉伸二:品質工学の歴史化(14)-私の回顧録と田口「品質企画と経済性」の紹介-,品質工学, 16,5,(2008),pp27-35
⑫上杉伸二:フィッシャー流実験計画法とタグチ品質工学,日本規格協会QRG (2006.9.8)
⑬上杉伸二:タグチメソッドと私-釋縁海の述懐-, 日本規格協会QRG(2012.5.10)
⑭上杉伸二:機能性,安定性の評価指標-SN比の種類と評価, 品質工学研究発表大会論文集,QES 2012, No.64
⑮上杉伸二: 私(釋縁海)のタグチメソッド--品質工学の異見の研究-, QES 2013, No.22
⑯上杉伸二:損失関数をめぐる考察-田口の2乗損失関数の真実と誤解の実例研究-, QES 2014, No.97